

2023/07/28
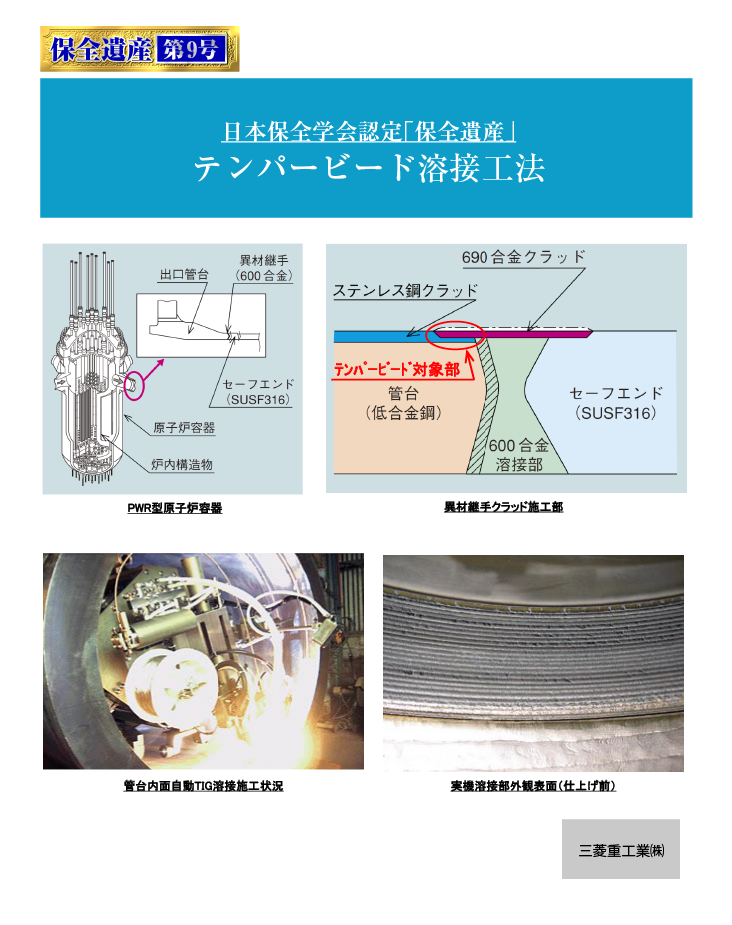
原子炉容器管台の600系Ni基合金(600合金)溶接部におけるPWR1次系水環境下での応力腐食割れ(PWSCC)が、1990年代に顕在化した。これに対する保全策として、耐PWSCC性に優れた690系Ni合金(690合金)による600合金表面の肉盛溶接(クラッディング)が有効であるが、肉盛溶接時の溶接後熱処理が課題となっていた。
これを解消する溶接工法としてテンパービード溶接技術が開発された。容器管台の母材(低合金鋼)は溶接施工を行う場合に溶接後熱処理が必要であるが、溶接後熱処理を行うとオーステナイト系ステンレス鋼を使用しているセーフエンドが鋭敏化する可能性がある。これを解決するために、2層目以降の溶接入熱で焼き戻しを行う(テンパー効果)溶接後熱処理の不要な3層テンパービード溶接工法を確立し、実機への適用を図ったものである。
本工法の適用で、大幅な現地工事の効率化やコストダウンが図られた。伊方発電所1号機の原子炉容器出口管台に世界で初めて適用(2004年)されて以降、国内のPWRプラントに適用されてきており、安全性の向上に大きく貢献している。
受賞式の様子はコチラ
| 認定番号 | 保全遺産第9号 |
|---|---|
| 年度 | 2023 |
| 対象名 | テンパービード溶接工法テンパービード溶接工法 |
| 所有機関 | 三菱重工業㈱ |